
I have some very consistent issues with warping when printing ASA/ABS, which is really annoying since I’m trying to print my voron parts. It’s not warping massively, but enough to mess things up.
I print with these general settings, on a textured PEI flex-plate.
- heated chamber @ 45-47C (can’t go much higher)
- bed temp @105C
- first layer 255C, other layers 245C
- fan off, unless it’s an overhang >=50% or layer time is <10s. Fan maxes out @70% unless bridging.
- speed 200/120 mm/s inner/outer walls
- first layer 50mm/s, 80mm/s infill
I’ve tried both with my regular Z-offset which creates a good uniform first layer, and slightly lower to kind of push it more on to the plate (but worse looking)
- I’ve cleaned the plate with pure IPA
- I’ve tried glue stick
- I’ve tried brim both skirts/mouse ears, which help but don’t eliminate it. (5mm, 0.15mm space)
ABS seems to be a little easier to print than the ASA. I’m using filament from Polymaker
I’ve run 15 kg or so of filmmaker ASA through my Voron.
Things I’ve learned:
- Let your printer heat soak, especially if you’re printing a bigger part. Heat helps your print. It will also give your printer frame time to stabilize. My Voron grows in z as it heats up. I’ve printed multiple objects sequentially in one print without letting it heat soak and watched the first layers get worse and worse as the nozzle wound up further and further from the bed on each successive object
- Clean your bed. IPA is all well and good, but dish soap, your fingers to clean, and paper towel to dry is better. If your PEI sheet is new, scuffing it up some isn’t a bad idea. You can use the rough side of a new yellow sponge for this, but you’ll want to make that sponge a cleaning sponge afterwards
- Some shapes are more warp prone than others. If you design your own parts you can design around this to a certain extent. Avoid sharp corners and big aspect ratios (eg much wider than deep, etc)
- A printing a draft shield around your part will probably help
- Get your chamber warmer. You can do this with a mix of bed fans and insulation. My biggest print to date was pulled off with a 60 degree chamber. It had zero warping. My printer couldn’t hit that chamber temp stock
Other ideas:
- I’ve never used adhesive promotors on my bed
- Even with a part stuck to the bed, I’ve had it warp 4-5 inches above the bed and crack before I figured out how to get my chamber temp up
- With a big enough print I’ve pulled my bed plate up from the magnet thanks to warping. Again, the only solution I found for this was getting my chamber temp up
- I personally run my bed at 100 °C and haven’t had any issues
- I’ve found Polymaker’s ASA very easy to print on the cooler side, so I like to run it at 240 first layer/230 subsequent layers. Maybe try a temp tower? I was using 245 initially and was getting tons of wispy (super fine) stringing
- With a warmer chamber you can run more fan since you won’t be cooling the part as much
That is spot-on what works for me. Warm soapy water has given me the best results with a PEI plate. The chamber heat soak is also big for these troublesome filaments. My printing gear lives in a closet and for trouble prints, I will crank up the bed, and my filament dryer for a half-hour or so to get reliable chamber temps.
-
That bed temp is too high, past the Tg. You should be able to use 95c for both.
-
The chamber temp is likely fine, I typically get my chamber to about 45c on my x1c by throwing a blanket over it and it does abs fine. Maybe try throwing a blanket over your enclosure too to get it to that magic 50C.
-
Is the filament dry? One of the first symptoms you’ll see with bad, wet filament is really poor bed adhesion and much higher warpage, even if its not wet enough to cause the typical problems of nozzle foaming and stringing. YMMV but I’ve found maybe 80% of spools of ASA Ive opened so far end to be “wet” out of the box from multiple manufacturers. So definitely consider drying all your spools before going down any other path.
-
A smooth plate has better adhesion than a textured plate, if you have one available.
I’ll give 95C bed a try, I do have a smooth PEI bed as well so I’ll try that one too. Filaments should be dry, but I’ll give them another round in the dryer before trying again.
Yeah, it’s counterintuitive but too high of a bed temp can cause less adhesion as it makes the first layer plastic underneath too soft. 95 to 100 should be all you need, unless you verify with an external thermocouple that your bed surface runs too cold vs the printer’s thermistor.
-
I borrowed a thermometer from work that gets calibrated every couple weeks or so, and measured the surface of the bed of my printer. when the bed reads 90 in the printer firmware, the surface is only 78, but if I leave it for another 20 minutes or so both will be 100. My printer’s temp probe is on the bottom, and the top has a magnet then spring steel. It takes a while for it to heat all the way through.
My chamber temps were also totally wrong so I changed the temp probe and that was fixed.
My abs problems went away, asa still curls but I’m leaning towards that being slicer settigs
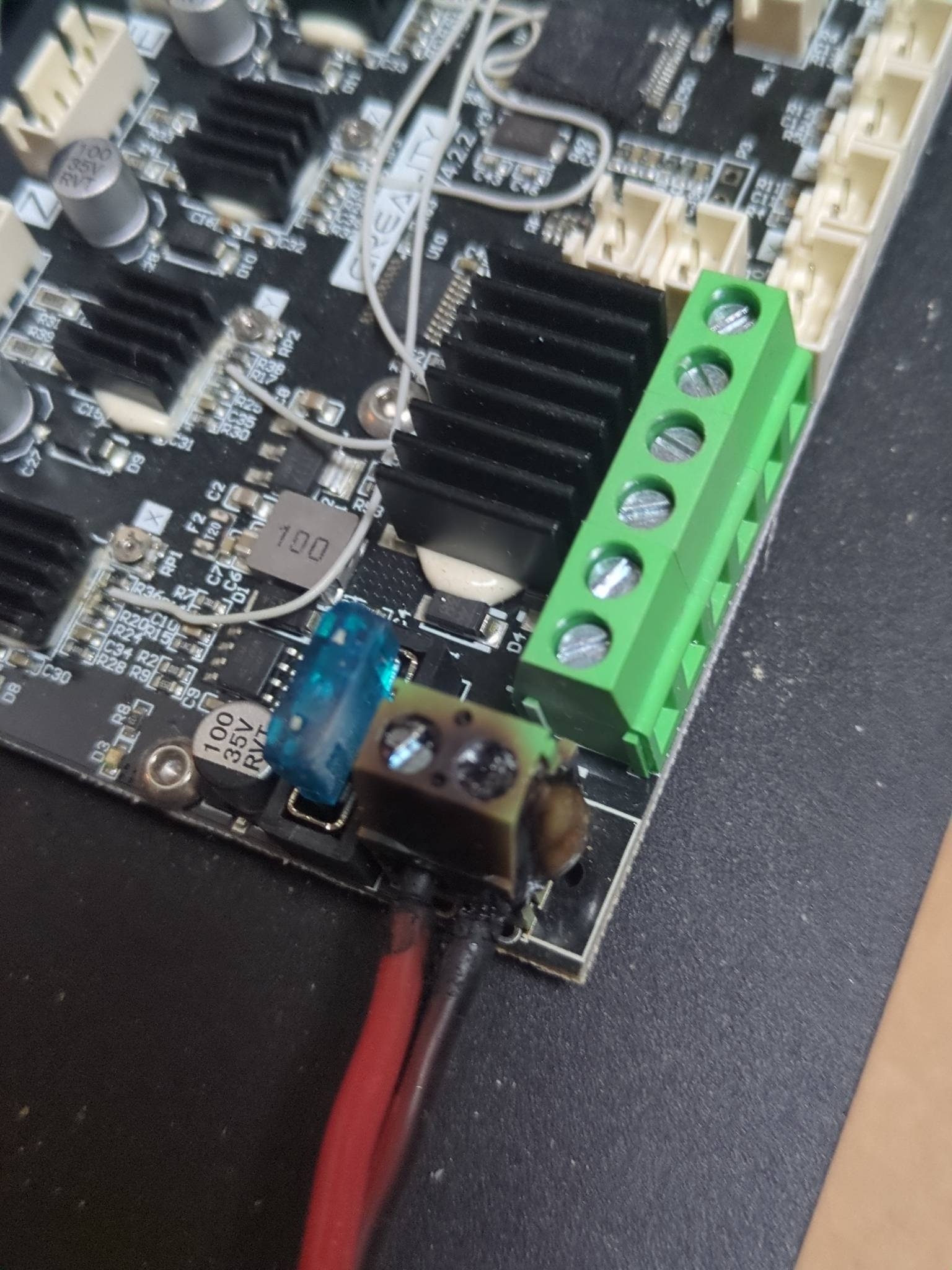
edit: i was also testing setting the temp too high then dropping it when the surface is at the target, but the plastic sheath on the crimped ferrules melted and the screw terminal bubbled. there might be stuff I could do to make it safer but I’m not inclined to chase it right now.
deleted by creator
makes sense. already have better boards lined up for both printers, pending time off work to install and rewire. Honestly I expect assorted smoke and burning from creality stock boards and the ones I’ve sold or given away were sent off with aftermarket controllers that the internet and myself have more faith in. This was one of the last 2 functioning stock boards I’ve ive been using for 3d printing experiments I don’t want to do on more expensive gear.
deleted by creator
Yikes you should consider replacing that screw terminal with a new one. With all the charring, it’s possible that it’s not making a great connection between the board and wire, which causes higher resistance and the terminal to heat up further.
I have more terminals to swap in but I’ll be replacing the board anyway. The other identical board never did this but I also never tried pushing the limits on that one.
deleted by creator
I had an issue I caught early when I swapped my prusa from a Rambo to an skr mini, used the same power wires which didn’t have ferrules, I got “lucky” that the power supply shut itself down, one wire had worked itself a bit loose, enough to potentially arc.
I’ve replaced everything with new 14 awg wire with solid ferrules and I inspect semi regularly, I trust my crimps here but I don’t mess around with potential fire hazards. I think there’s a tendency to think, oh it’s low voltage, it’s fine, but there’s a lot of energy going through those wires, treat it with the same respect you would mains power. Take your time, double check everything, and invest in good crimping tools.
deleted by creator
May not help at all, but one thing I noticed with my prints was that if I removed it before the bed cooled, it would often warp. I’ve since left it until it cools to room temperature and have got much better results.
Does it warp and lift from the base plate during the print, or does it stay stuck down? The former could be because of lack of adhesive and a raft/brim/glue may help, but the latter may just be lifting it off too early.
It warps during printing, raft/brim and glue doesn’t fix it.
I had to cut my printing speed back to keep from warping. I don’t recall what i changed it to but it’s roughly half what i printed pla with.
This is about 2/3 of my PLA printing speed
